以下是:螺旋管09CuPCrNi-AH型钢一站式采购的产品参数
| 产品参数 |
|---|
| 产品价格 | 4350 |
|---|
| 发货期限 | 两天 |
|---|
| 供货总量 | 4000 |
|---|
| 运费说明 | 物流 |
|---|
| 小起订 | 1根 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 否 |
|---|
| 产品材质 | Q235B Q345B 16mn |
|---|
| 产品品牌 | 神悦 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 包头 |
|---|
| 产品产地 | 包头 |
|---|
| 加工定制 | 加工 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 碳钢 |
|---|
| 质保时间 | 一年 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 排水用 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 无功率 |
|---|
| 工作温度 | 530 |
|---|
| 长度 | 6米 可按客户要求定尺 |
|---|
螺旋管09CuPCrNi-AH型钢一站式采购,苏沪金属制品有限公司(东城分公司)为您提供螺旋管09CuPCrNi-AH型钢一站式采购产品案例,联系人:朱经理,电话:18762195566、18762195566,QQ:13777556586,发货地:德清升华库。 北京市,东城区 2022年,东城区实现地区生产总值3437.1亿元,其中,第二产业实现增加值78.5亿元,第三产业实现增加值3358.6亿元。按常住人口计算,2022年,东城区人均地区生产总值达到48.7万元(按年平均汇率折合7.2万美元)。
为了让您更地了解我们的螺旋管09CuPCrNi-AH型钢一站式采购,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:螺旋管09CuPCrNi-AH型钢一站式采购的图文介绍


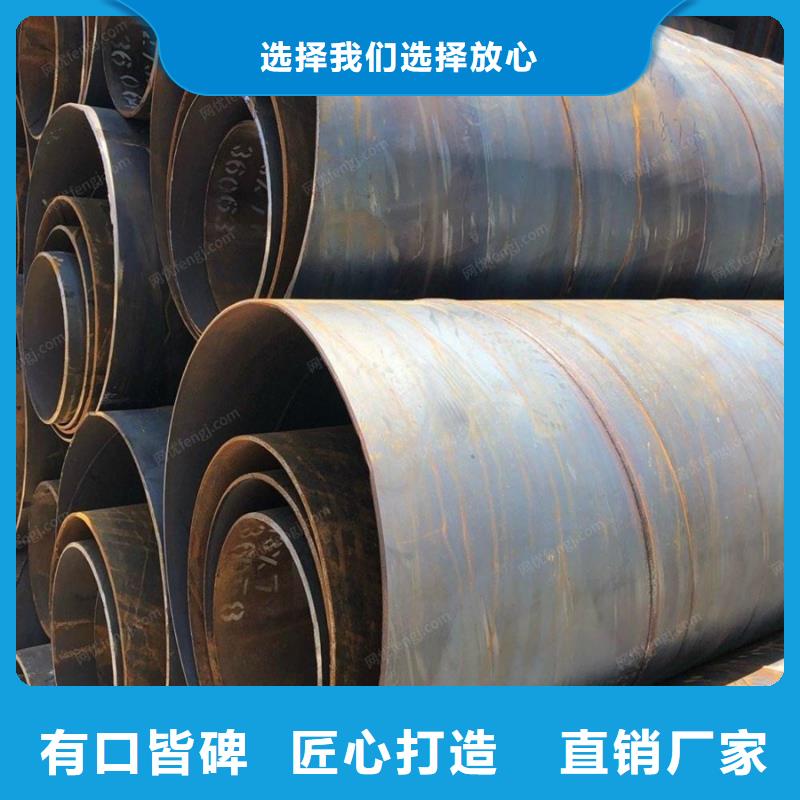
2.防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



苏沪金属制品有限公司(东城分公司)主要生产经营: 厚壁无缝管。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。


Q355B螺旋管通过辊轮的转动摩擦使原料旋转,表示交叉辊轮旋转机构的结构。 它是依靠两个呈交分布的动力辊轮把钢料夹持住,螺旋钢管厂家通过辊轮的转动摩擦使钢料旋转进。前进中旋转速度的调节由变频调速电机的转速来控制。交叉轮的安装间距由热处理钢材的规格尺寸而定。水平传送辊道长度从几十米至数百米,由众多的辊轮组成。由于螺旋钢管厂家采用了皮带轮和链条等部钢材前进速度的均匀性和稳定性较差,必须经常检查上述部件的紧度。表示电机传送辊道。它是由调速电动机直接拖动辊使钢材前进。调速电动机使用的间距由钢材长度而定。 电动机的速采用变频调速电源来调控钢材前进速度。 这种传送方式是当前钢材感应加热快速热处理生产线使用多的方式。它是实现热处理生产线功率-温度自动控制必备的件。 水平斜装辊轮旋转机构。



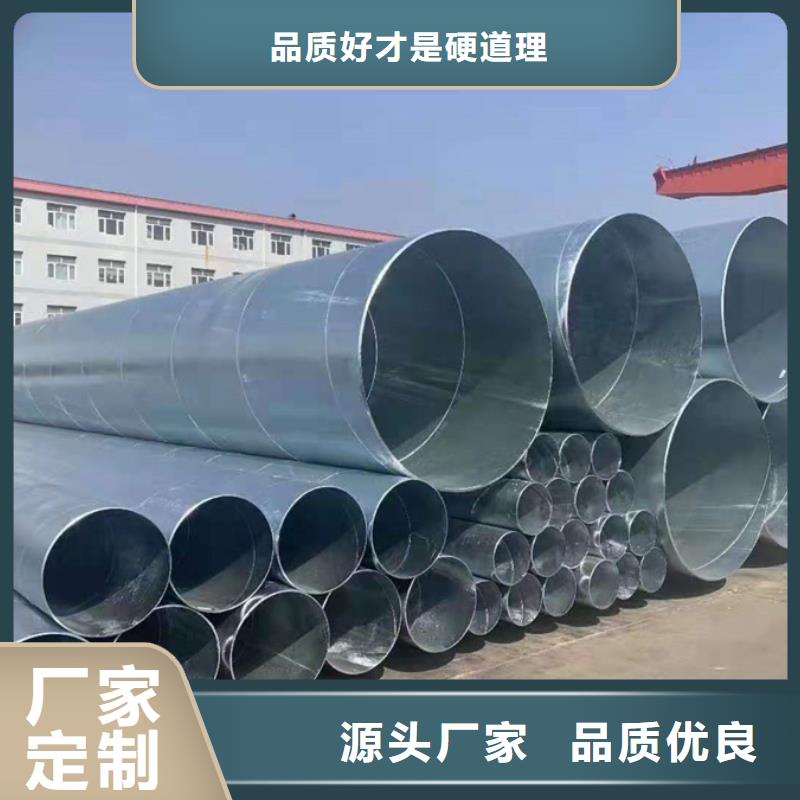
16mn螺旋管酸洗液体会从处进入平焊法兰颈内壁和钢管外壁之间的间隙。随后,在镀锌池中镀锌时,高温会使间隙中的液体转为气体并迅速膨胀,导致间隙内压迅速加大而胀裂焊缝,严重时甚至产生爆管。 因此,工程中优先选用带颈对焊法兰。下面,针对工程中应用的带颈对焊法兰进行选型分析介绍根据相关有限元参数分析,可得到影响带颈对焊法兰承载性能的主要设计参数的取值原则,总结如下: 1)16mn螺旋管颈部坡度。颈部坡度越小则法兰越紧凑,但这会加剧法兰颈根部应力。根据理论分析及相关试验结果,带颈对焊法兰颈部坡度取10



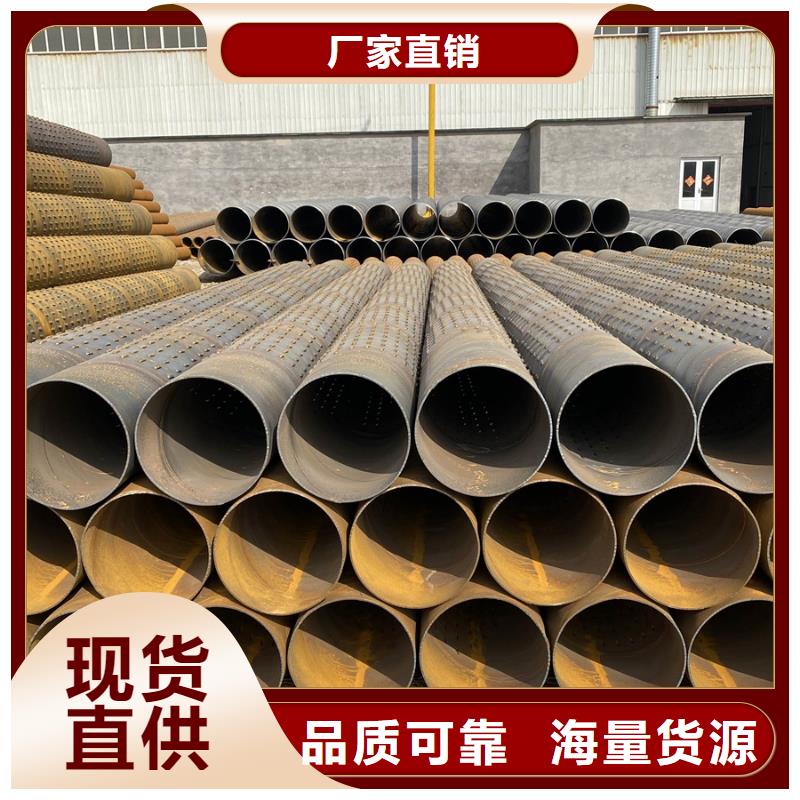
目前针对大口径螺旋管市场供求情况有行业分析人表示,我国螺旋钢管市场需求增长弱化,行业流通集约化程度低,流通成本居高不下,行业风险日益加大。产能过剩态势相当严峻。近年来,为提高双面埋弧焊螺旋焊管整体技术水平,我国制定一系列产业发展政策。进而推进结构调整,改善产业布局,发展循环经济,降低物耗能耗,重视环境保护,提高企业综合竞争力,实现产业升级,以指导广大螺旋钢管厂家稳步发展。 大口径螺旋管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。
螺旋管09CuPCrNi-AH型钢一站式采购_苏沪金属制品有限公司(东城分公司),固定电话:18762195566,移动电话:18762195566,联系人:朱经理,QQ:13777556586,德清升华库 发货到 北京市东城区。
名片")